This is an old revision of the document!
Table of Contents
X-Carve (2021 Upgrade) – Setup-Checkliste für macOS (M1–M3)
Diese Checkliste hilft, typische Verbindungsprobleme zwischen Easel, dem Easel Driver, und dem X-Controller auf Apple-Silicon-Macs zu lösen.
1. Hardware-Grundcheck
- X-Controller einschalten
- Front-LED muss leuchten
- Lüfter läuft
- USB-Kabel korrekt verbunden
- Optional: anderes USB-Kabel testen (kurze Kabel bevorzugt)
2. Treiber prüfen (EaselDriver 0.4.4)
- Systemeinstellungen → Datenschutz & Sicherheit
- Unterer Bereich kontrollieren:
- „Easel Driver“ zulassen
- Falls angezeigt: „Systemsoftware von Inventables wurde blockiert“ → erlauben
- Danach Mac neu starten
3. Easel Driver Dienst kontrollieren
- Terminal öffnen
- Dienst suchen:
- launchctl list | grep easel
- Falls kein Ergebnis erscheint → Dienst manuell laden:
sudo launchctl load /Library/LaunchDaemons/com.inventables.driver.plist
4. Browser-Kompatibilität sicherstellen
Safari blockiert oft die Verbindung zum lokalen Easel-Dienst. Deswegen:
- Easel immer in Chrome öffnen
- Safari während des Setups nicht verwenden
- Seite laden: https://easel.inventables.com
- Browser nach Installation vollständig neu laden (CMD+R)
5. USB-Stabilität prüfen
- Apple-USB-C-Adapter funktionieren nicht immer zuverlässig
- Bei Problemen:
- Aktiven USB-C-Adapter verwenden
- Alternativ: USB-C-Hub mit eigener Stromversorgung
- Direktverbindungen bevorzugen (keine daisy-chains)
6. Machine Setup in Easel erneut starten
- Chrome öffnen
- X-Controller einschalten
- Easel in Chrome neu laden
- in Chrome
chrome://flags
eingeben
- „WebUSB“ suchen
- Auf Enabled stellen
- Chrome neu starten
- „Start Machine Setup“ wählen
- X-Carve (Upgrade 2021) auswählen
- Ein „Weiter“-Button sollte sichtbar sein, wenn der Controller korrekt via USB-Kabel erkannt wird
7. Falls weiterhin keine Verbindung möglich ist
- USB-Port wechseln
- Mac vollständig neu starten
- Easel Driver erneut installieren (vorher deinstallieren)
- X-Controller kurz vom Strom trennen und neu starten
8. DIP-Schalter M1–MS4 auf der X-Controller-Platine
Auf der Hauptplatine des X-Controllers befinden sich pro Achse (X, Y, Z) vier DIP-Schalter (M1 / MS1, M2 / MS2, M3 / MS3, M4 / MS4). Diese Schalter bestimmen den Microstepping-Modus sowie interne Treiberoptionen. Die Einstellungen beeinflussen direkt, wie viele Schritte pro Millimeter ausgeführt werden und müssen mit den GRBL-Werten ($100, $101, $102) synchronisiert sein.

Bedeutung der Schalter
- M1 (MS1) – erster Microstep-Schalter
- M2 (MS2) – zweiter Microstep-Schalter
- M3 (MS3) – dritter Microstep-Schalter
- M4 (MS4) – Zusatzfunktion (Treiber-Modus / Decay Mode), beim X-Carve 2021 immer OFF
Die Schalterstellungen beeinflussen, wie fein die Motoren aufgelöst werden. Höhere Auflösung (1/8, 1/16 usw.) führt zu ruhigerem Lauf und präziseren Bewegungen, aber geringerer maximaler Dynamik. Der X-Carve 2021 ist auf 1/8 Microstepping ausgelegt.
Empfohlene Schalterstellung für den X-Carve 2021 Upgrade
Die korrekte Schalterposition für präzise Bewegungen und passende GRBL-Einstellungen lautet:
- M1 = ON
- M2 = ON
- M3 = OFF
- M4 = OFF
Diese Kombination entspricht bei deinem Controller dem Microstepping-Modus, der mit den Standardwerten
- $100 = 39.98 (X-Achse)
- $101 = 39.98 (Y-Achse)
- $102 = 800 (Z-Achse, ACME-Spindel)
übereinstimmt.
Die gleiche Schalterstellung sollte auf allen drei Achsen identisch gesetzt sein.
Hinweise zur Fehlerdiagnose
- Falsche M1–M3-Kombinationen führen dazu, dass sich die Maschine zu weit oder zu wenig
bewegt (z. B. 10 mm Befehl → nur 5 mm tatsächliche Bewegung).
Anmerkung: Bei Felix x-carve ist die Schalterstellung auf der X- und Y-Achse M1 = OFF, M2 = ON, M3 = OFF, M4 = OFF und auf der Z-Achse M1 = ON, M2 = OFF, M3 = ON, M4 = OFF
- Wenn alle Achsen den gleichen Fehlerfaktor zeigen, liegt die Ursache fast immer in einer
falschen Microstep-Einstellung.
- M4 wird beim X-Carve 2021 nicht genutzt und bleibt dauerhaft OFF.
- Nach Änderung der DIP-Schalter muss der X-Controller neu gestartet werden.
Benutzung der X-Carve
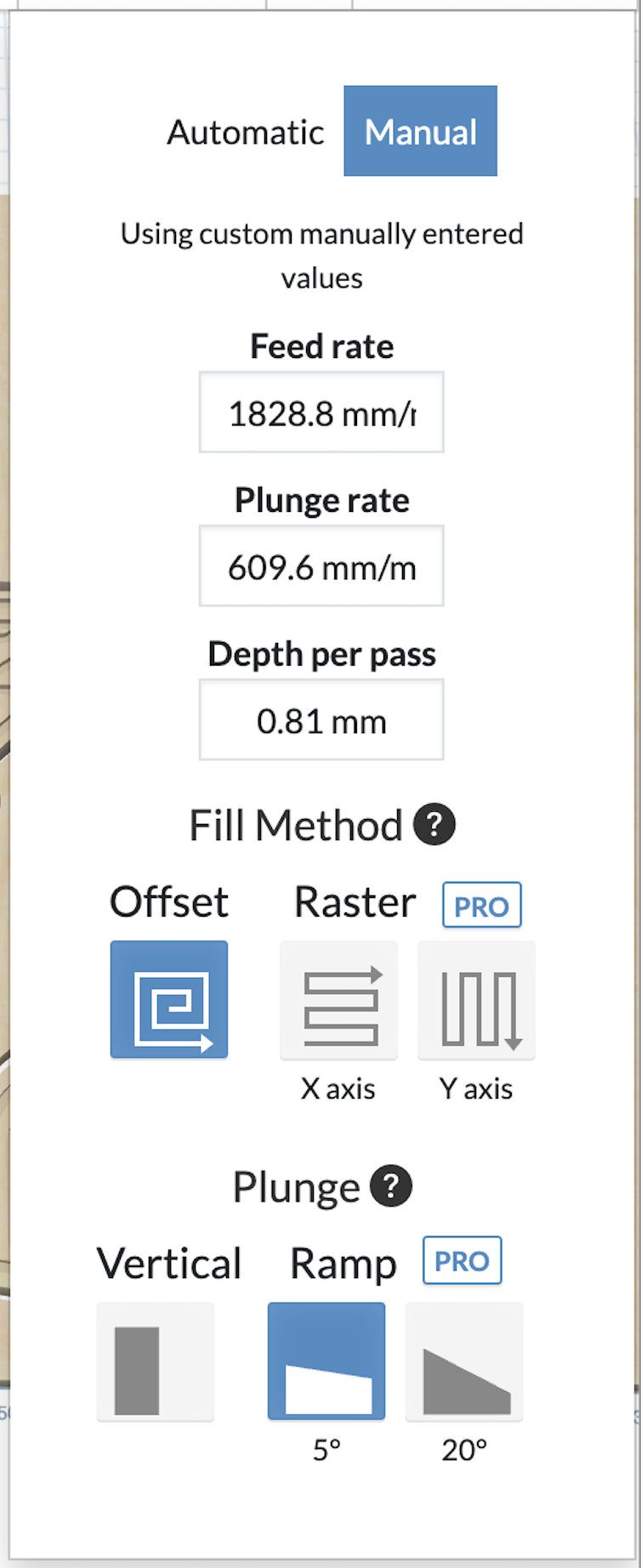 Zu den auswahlbaren Einstellungen in Easel (siehe Screenshot rechts):
Zu den auswahlbaren Einstellungen in Easel (siehe Screenshot rechts):
- Feed rate: Zustellgeschwindigkeit in X/Y, also wie schnell der Fräser seitlich über das Material fährt [mm/min].
- Plunge rate: Eintauchgeschwindigkeit in Z, also wie schnell der Fräser nach unten in das Material fährt [mm/min].
- Depth per pass: Schnitttiefe pro Zustellung, also wie tief der Fräser in einem Durchgang eintaucht [mm].
- Fill Method:
- Offset: Bahn verläuft „spiralförmig“ parallel zur Kontur (gut für Taschen und Innenflächen).
- Raster: paralleles Hin- und Herfahren in X- oder Y-Richtung.
- Plunge:
- Vertical vs Ramp: Vertikal = direkt von oben ins Material. Ramp = Fräser fährt schräg ins Material (z. B. 5°), mechanisch deutlich schonender und empfehlenswert für Holz, Kunststoffe und insbesondere Aluminium.
Im Folgenden Startwerte für einen 2,5-mm-Fräser (≈ 1/8”) (X-Carve-Klasse, Spindel ca. 18 000 U/min). Alle Werte sind bewusst konservative Ausgangspunkte, die bei Bedarf schrittweise nach oben angepasst werden können. Depth per pass bleibt jeweils ≤ 50 % des Fräserdurchmessers.
Birken-Sperrholz (Birch Plywood) – 2,5-mm-Fräser
| Materialdicke [mm] | Feed rate [mm/min] | Plunge rate [mm/min] | Depth per pass [mm] | Empfohlene Plunge-Art | Hinweise |
|---|---|---|---|---|---|
| 3 | 1800 | 600 | 0,8 | Ramp 5° | 4 Durchgänge bis durch; gute Kanten, wenig Belastung. |
| 6 | 1800 | 600 | 0,8 | Ramp 5° | Ca. 8 Durchgänge; für 8-mm-Platten einfach Schnitttiefe auf 8 mm setzen. |
| 9 | 1800 | 600 | 0,8 | Ramp 5° | Für längere Jobs ggf. Staubabsaugung optimieren. |
| 12 | 1700 | 550 | 0,8 | Ramp 5° | Leicht reduzierter Vorschub wegen höherem Reibungsweg. |
| 18 | 1600 | 500 | 0,8 | Ramp 5° | Viele Durchgänge; bei guter Spannung des Werkstücks kann Depth per pass testweise auf 1,0 mm erhöht werden. |
Hartholz Eiche – 2,5-mm-Fräser
Eiche ist deutlich härter und zäher als Birke; daher reduzierter Vorschub und geringere Schnitttiefe pro Pass.
| Materialdicke [mm] | Feed rate [mm/min] | Plunge rate [mm/min] | Depth per pass [mm] | Empfohlene Plunge-Art | Hinweise |
|---|---|---|---|---|---|
| 3 | 1300 | 400 | 0,6 | Ramp 5° | 5 Durchgänge; gute Oberfläche, weniger Brandgefahr. |
| 6 | 1300 | 400 | 0,6 | Ramp 5° | Ca. 10 Durchgänge; bei Brandspuren etwas schneller fahren oder Drehzahl reduzieren. |
| 9 | 1200 | 380 | 0,6 | Ramp 5° | Etwas langsamer für Prozesssicherheit auf leichten Maschinen. |
| 12 | 1100 | 350 | 0,6 | Ramp 5° | Lange Fräszeit, dafür sichere Parameter. |
| 18 | 1000 | 320 | 0,6 | Ramp 5° | Eher zweiteiliger Schnitt (von beiden Seiten) in Erwägung ziehen, falls Fräserlänge knapp ist. |
Aluminium (z. B. 6061) – 2,5-mm-Fräser
Für Aluminium sind geringe Zustelltiefen pro Pass, Kühlung/Schmierung (z. B. Alkoholnebel oder Schneidöl im Pinsel) und Ramp-Plunges entscheidend. Typische Hobby-CNC-Werte für 1/8”-Fräser liegen im Bereich 600–900 mm/min Feed, 200–300 mm/min Plunge, 0,2–0,4 mm depth per pass. 
| Materialdicke [mm] | Feed rate [mm/min] | Plunge rate [mm/min] | Depth per pass [mm] | Empfohlene Plunge-Art | Hinweise |
|---|---|---|---|---|---|
| 2 | 700 | 220 | 0,25 | Ramp 5° | 8 Durchgänge; immer Climb-Cut, gute Spanntechnik, Kühlung. |
| 4 | 700 | 220 | 0,25 | Ramp 5° | 16 Durchgänge; ggf. adaptive Wege bevorzugen. |
| 6 | 650 | 200 | 0,25 | Ramp 5° | Längere Laufzeit; vorab Tests in Reststücken. |
Bei Aluminium eher zuerst mit kleineren Zustellungen testen und dann Schritt für Schritt Feed rate erhöhen, solange Schnittbild und Fräsertemperatur gut bleiben.
LDPE (weiches Polyethylen) – 2,5-mm-Fräser
LDPE/HDPE lassen sich grundsätzlich sehr schnell fräsen, neigen aber zum Schmelzen/Schmieren, wenn der Vorschub zu langsam ist. Erfahrungswerte für HDPE mit 1/8”-Fräser liegen bei etwa 200 ipm (~5080 mm/min) und 1/16” (~1,6 mm) depth per pass auf kräftigen Maschinen; für eine X-Carve-Klasse ist ein reduzierter Bereich sinnvoll. 
| Materialdicke [mm] | Feed rate [mm/min] | Plunge rate [mm/min] | Depth per pass [mm] | Empfohlene Plunge-Art | Hinweise |
|---|---|---|---|---|---|
| 3 | 2200 | 700 | 0,8 | Ramp 5° | 4 Durchgänge; Späne sollen klar, nicht geschmolzen sein. |
| 6 | 2200 | 700 | 0,8 | Ramp 5° | 8 Durchgänge; ggf. Luftdüse/Air Assist nutzen. |
| 9 | 2100 | 650 | 0,8 | Ramp 5° | Etwas reduzierter Vorschub für längere Kontaktzeit. |
| 12 | 2000 | 600 | 0,8 | Ramp 5° | Bei Schmelzproblemen lieber Feed erhöhen als Drehzahl. |
| 18 | 1900 | 550 | 0,8 | Ramp 5° | Eventuell in zwei Stufen fräsen (Tasche, dann Durchbruch). |