Table of Contents
Easel – CNC-Software
Easel ist eine browserbasierte CAD/CAM-Software zur Steuerung von CNC-Fräsen, wie beispielsweise eine x-carve1). Sie vereint Entwurf, Toolpath-Berechnung und Maschinensteuerung in einer integrierten Umgebung. Das System richtet sich sowohl an Einsteigerinnen als auch an fortgeschrittene Anwenderinnen, die Wert auf eine schnelle und übersichtliche Prozesskette von Design bis Fertigung legen.
Anbieter ist Inventables, Inc., ein US-amerikanisches Unternehmen, das neben der Software auch CNC-Router und Zubehör vertreibt. Easel wurde 2014 vorgestellt und kontinuierlich weiterentwickelt. Heute existieren verschiedene Versionen, darunter „Easel Pro“ mit erweitertem Funktionsumfang.
Easel wird häufig in folgenden Anwendungskontexten eingesetzt:
- Bildungseinrichtungen oder Werkstätten, in denen eine einfache Einführung in CNC-Prozesse erforderlich ist.
- Prototypenbau und Kleinserienfertigung mit Materialien wie Holz, Kunststoff oder Acryl.
- Projekte, die eine integrierte Umgebung für Entwurf, Simulation und Fertigung erfordern.
Das System zeichnet sich durch eine niedrige Einstiegshürde aus. Anwenderberichte verweisen auf eine intuitive Bedienbarkeit, jedoch auch auf funktionale Grenzen bei komplexeren Aufgabenstellungen (z. B. Relief-Fräsen oder individualisierte Toolpaths). Beim Einsatz in Verbindung mit nicht unterstützter Hardware ist besondere Aufmerksamkeit bei den Maschineneinstellungen erforderlich.
Easel kann als niederschwelliger Einstieg in CNC-basierte Produktionsprozesse dienen, insbesondere in Ausbildungskontexten an Hochschulen oder Maker Spaces. Die Kombination aus Entwurf, Simulation und Steuerung in einer webbasierten Umgebung erleichtert den Zugang für Studierende unterschiedlicher Fachrichtungen. Darüber hinaus bietet das System einen geeigneten Rahmen, um Prinzipien digitaler Fertigung praxisnah zu vermitteln – etwa im Zusammenhang mit Prototyping, Rapid Manufacturing oder experimentellen Medieninstallationen.
In weiterführenden Projekten kann Easel als Werkzeug für frühe Entwicklungsphasen eingesetzt werden, während für präzisere Fertigungsprozesse der Übergang zu spezialisierten CAM-Systemen sinnvoll ist! Durch diesen Vergleich lassen sich Kompetenzen in der digitalen Prozesskette systematisch erweitern und kritisch reflektieren. Dadurch wird Easel zu einem didaktischen Werkzeug, das technisches Verständnis, Entwurfsdenken und handwerkliche Umsetzung miteinander verknüpft.
Funktionsumfang
- Design-Modul: Erstellung und Bearbeitung von Vektorgrafiken (SVG/DXF) sowie Import von STL-Modellen, insbesondere in der Pro-Version.
- CAM-Modul: Automatische Generierung von Fräswegen (Toolpaths) für 2D-, 2.5D- und (in der Pro-Version) 3D-Carving-Prozesse.
- Maschinenanbindung: Unterstützung zahlreicher CNC-Router-Modelle (z. B. X-Carve, Shapeoko) sowie direkter Steuerung über den integrierten Treiber.
- Webbasierter Betrieb: Nutzung direkt im Browser, ergänzt durch einen optionalen „Easel Driver“ zur lokalen Maschinensteuerung.
Technische Hinweise und Integration
- Der „Easel Driver“ ist erforderlich, wenn Maschinen direkt über den lokalen Rechner angesteuert werden sollen.
- Vordefinierte Maschinen- und Materialprofile können angepasst oder erweitert werden.
- Beim Import von STL- oder SVG-Dateien erfolgt die automatische Erstellung von Fräswegen; Feinanpassungen sind möglich.
- Die Interoperabilität mit externen CAD-Systemen ist gegeben, jedoch in ihrem Funktionsumfang eingeschränkt.
Fräsgeschwindigkeit und CNC-Einstellungen
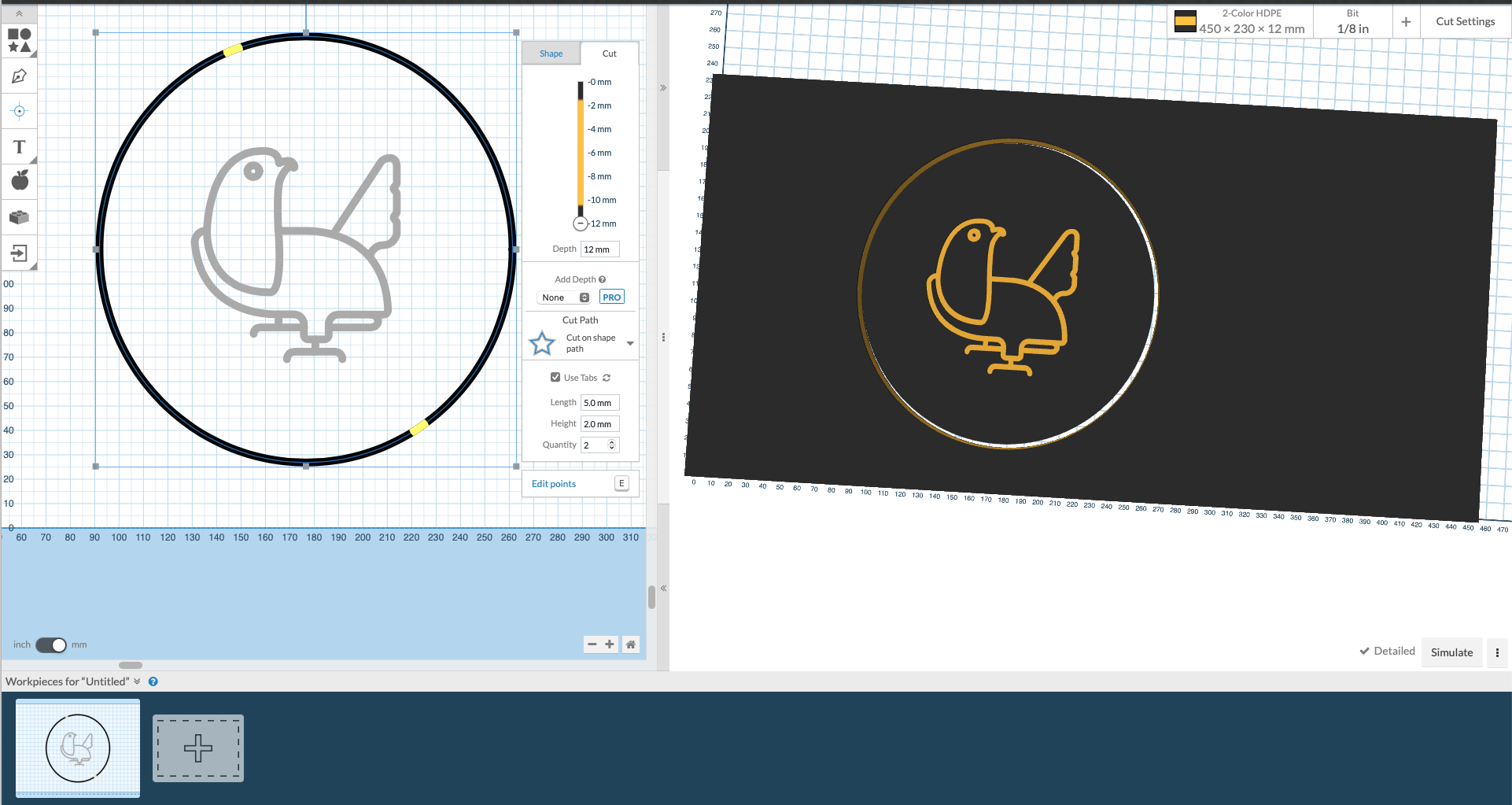
 Die tatsächliche Arbeitsgeschwindigkeit und die Fräsgeschwindigkeit setzen sich aus verschiedenen Parametern zusammen, die sowohl in Easel, als auch in der Firmware der CNC-Maschine definiert werden. Die wesentlichen Werte werden in Easel unter Cut Settings festgelegt:
Die tatsächliche Arbeitsgeschwindigkeit und die Fräsgeschwindigkeit setzen sich aus verschiedenen Parametern zusammen, die sowohl in Easel, als auch in der Firmware der CNC-Maschine definiert werden. Die wesentlichen Werte werden in Easel unter Cut Settings festgelegt:
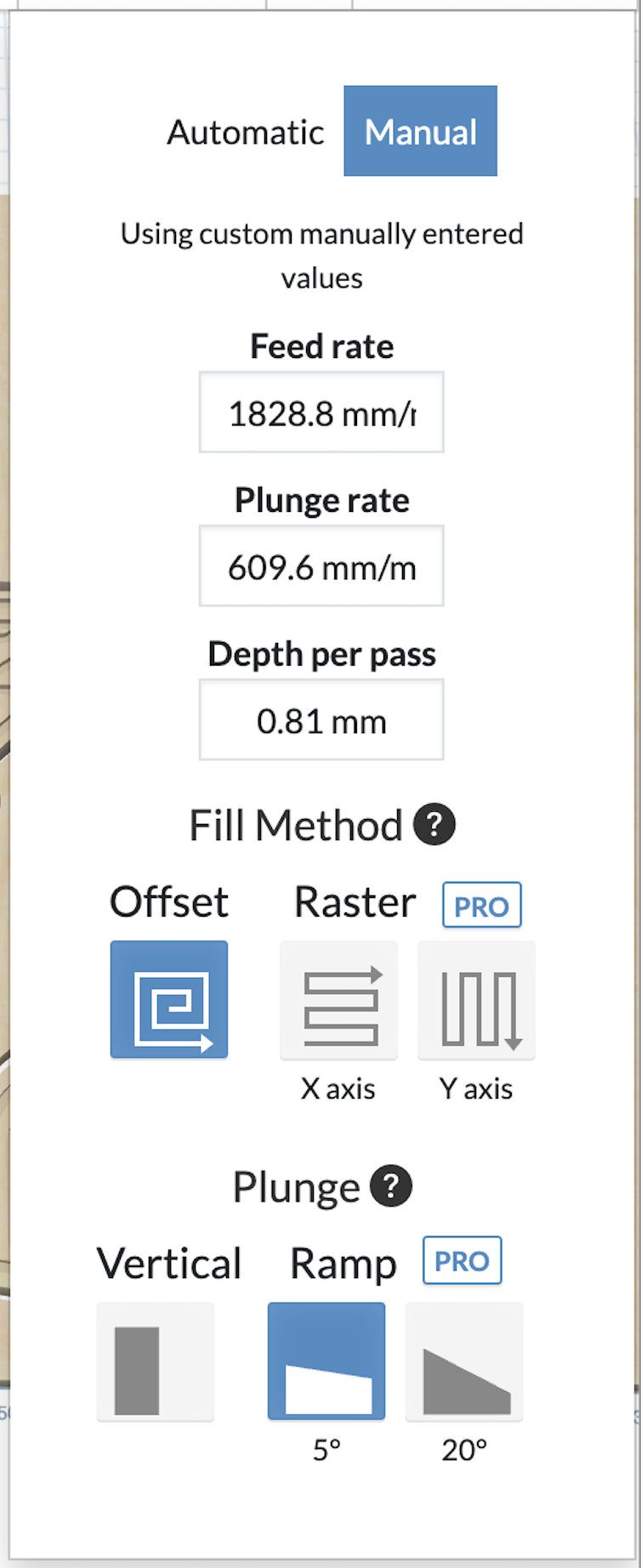
- Feed Rate – horizontale Vorschubgeschwindigkeit in X/Y in mm/min (wie schnell der Fräser seitlich über das Material fährt).
- Plunge Rate – vertikale Eintauchgeschwindigkeit in Z in mm/min (wie schnell der Fräser nach unten in das Material fährt).
- Depth per Pass – Zustelltiefe pro Durchgang in mm (wie tief der Fräser in einem Durchgang eintaucht).
Diese drei Werte bestimmen maßgeblich die Geschwindigkeiten während eines Fräsjobs.
Darüber hinaus kann bei der Fill Method gewählt werden:
Offset: spiralförmig, gut für TaschenRaster: paralleles Hin- und Herfahren
* Und bei Plunge wird die Methode des Eintauchens bestimmt:
Vertical: direkt von obenRamp: schräges Einfahren (mechanisch schonender, empfohlen für Holz, Kunststoffe und Aluminium).
Die im Projekt gewählten Vorschubgeschwindigkeiten werden durch die GRBL-Parameter
- $110,
- $111 und
- $112
begrenzt, welche die 'maximal zulässigen Achs-Geschwindigkeiten' für X-, Y- und Z-Achse darstellen. Die 'Beschleunigungsparameter' ($120–$122) beeinflussen zudem, wie schnell die Maschine Geschwindigkeitsänderungen umsetzen kann; höhere Werte ermöglichen dynamischere Bewegungen, erfordern jedoch eine stabile Mechanik und Materialspannung, um Schrittverluste zu vermeiden. Für einen zuverlässigen Betrieb müssen die im Projekt definierten Parameter stets mit den 'technischen Maximalwerten' der CNC-Maschine abgestimmt sein.
X-Carve
Siehe auch diese Anleitung (X-Carve 2021 Upgrade), um die x-Carve an einem Apple Rechner zum Laufen zu bekommen.
Felix x-Carve benutzt als Fräsmotor/Spindel ein DeWalt D26200 (16 000–27 000 min⁻¹, 6-stufiger Drehzahlregler).
- Aufnahme: 6mm und 8mm Spannzange
- Leistung: ca. 900 W Eingangsleistung (Nennaufnahme)
- Leerlaufdrehzahl: ca. 16 000–27 000 min⁻¹, stufenlos bzw. über 6 Raststufen am Stellrad einstellbar
- Gewicht: etwa 2,9 kg
- LED-Arbeitslicht, integrierte Spindelarretierung für einfachen Fräserwechsel
Auswahl des Fräser (CNC Bits)
Für die konkrete Auswahl helfen meist folgende Schritte: gewünschtes Material bestimmen, dann entscheiden, ob primär schnelle Spanabfuhr (Upcut), perfekte Sichtkante (Downcut/Compression), 3D-Geometrie (Kugelfräser) oder Gravur/Schrift (V-Bit/Gravierstichel) im Vordergrund steht und anschließend Durchmesser nach Detailgrad (kleiner) bzw. Stabilität und Bearbeitungszeit (größer) wählen.
Untere Tabelle auch hier als PDF (deutsch/english).
| Werkzeugtyp / Name | Geometrie / Form | Übliche Durchmesser (mm) | Geeignete Materialien | Typische Anwendung | Hinweise zur Auswahl |
|---|---|---|---|---|---|
| 1-schneidiger Spiral-Schaftfräser (Upcut) | Spiral, eine Schneide, Spannut nach oben | 1 – 3,175 – 4 – 6 | Holz, MDF, Sperrholz, Kunststoffe | Schnelles Schruppen, tiefe Nuten, Konturschnitte | Sehr gute Spanabfuhr, hohe Vorschübe möglich, Oberfläche oben eher ausrissanfällig. |
| 2-schneidiger Spiral-Schaftfräser (Upcut) | Spiral, zwei Schneiden, Spannut nach oben | 2 – 3,175 – 4 – 6 – 8 | Holz, MDF, Kunststoffe, weiches Alu | Universeller Standardfräser für Konturen und Taschen | Gute Balance aus Schnittqualität und Spanabfuhr, oft „Allround“-Werkzeug für den Anfang. |
| Downcut-Spiralfräser | Spiral, Schneiden drücken nach unten | 3,175 – 4 – 6 | Sperrholz, Multiplex, beschichtete Platten | Sichtkanten oben, Decklagen sauber halten, dünne Platten | Sehr saubere Oberkante, Späne bleiben eher in der Nut → kleinere Zustellungen, gute Absaugung nötig. |
| Compression-Fräser | Unterer Teil Upcut, oberer Teil Downcut | 4 – 6 – 8 | Multiplex, beschichtete Platten, HPL | Durchfräsen von Platten mit sauberen Kanten oben und unten | Schnitttiefe so wählen, dass die „Compression-Zone“ komplett im Material liegt; ideal für Sichtteile. |
| Kugelfräser (Ballnose) | Halbkugelige Spitze | 1 – 2 – 3 – 4 – 6 | Holz, MDF, Modellwerkstoffe, Kunststoffe | 3D-Reliefs, Freiformflächen, Topografien | Für 3D-Oberflächen, geringere Zustellung nötig, Oberfläche von Schichthöhe (Step-Over) abhängig. |
| Schaftfräser mit flacher Stirn (Flat End Mill) | Flache Stirn, zylindrisch | 3,175 – 4 – 6 – 8 | Holz, MDF, Kunststoffe, Metalle (geeignete Sorte) | Planflächen, Taschen, Konturen mit geraden Wänden | Standard für 2D- und 2,5D-Bearbeitung; Durchmesser nach Detailgrad und Stabilität wählen. |
| V-Nut-Fräser (V-Bit) | Konische Spitze, typ. 30–90° | 0,5–1 (Spitze) / 6–12 (Schaft) | Holz, MDF, Schaumstoff, Kunststoffe | Gravuren, Schriften, Fasen, V-Carving | Winkel bestimmt Charakter der Gravur; kleinere Spitze für feine Schriften, größere Winkel für breite Fasen. |
| Gravierstichel / Engraver | Sehr feine, spitze oder leicht verrundete Spitze | 0,1–0,5 (Spitze) / 3,175 (Schaft) | Kunststoffe, Metalle (gravurfähig), Lackschichten | Feine Linien, Schriften, Platinen, Markierungen | Nur geringe Zustellung, kleine Vorschübe; ideal für feine Detailarbeit, weniger für Materialabtrag. |
| Schruppfräser (Roughing End Mill) | Zahngeometrie mit „Wellen“/Serration | 4 – 6 – 8 | Hartholz, MDF, Kunststoff, Metall | Grober Materialabtrag vor Schlichtgang | Erzeugt kurze Späne, reduziert Schnittkräfte; Oberfläche rau → nachher mit Schlichtfräser nacharbeiten. |
| Planfräser / Surfacing Bit | Mehrschneidig, großer Durchmesser | 12 – 20 – 25 | Holz, MDF, Plattenwerkstoffe | Ausrichten und Planen der Opferplatte, große Flächen | Großer Durchmesser für plane Flächen, nur sehr geringe Zustellung in Z; nicht für feine Details geeignet. |
Welche Parameter?
Unten eingefügtes Online-Tool (https://ct-lab.info/cnc-helper/) dient als CNC-Vorschub-Assistent und wurde entwickelt, um Anwendern von simplen CNC-Fräsen konservative und materialgerechte Startparameter zu liefern. Basierend auf der Auswahl des Materials, der Materialdicke sowie dem Fräserdurchmesser und -typ berechnet die Applikation optimierte Werte für die Vorschubgeschwindigkeit (Feed Rate), die Einstechgeschwindigkeit (Plunge Rate) und die optimale Zustelltiefe pro Durchgang. Darüber hinaus ermittelt das Tool die notwendige Spindeldrehzahl und die resultierende Spanlast pro Zahn (Chip Load), welche ein entscheidender Indikator für einen effizienten und werkzeugschonenden Fräsprozess ist. Die Ergebnisse werden mit Hinweisen zur Fräserwahl und zur Bearbeitung des jeweiligen Materials ergänzt.
1)
Einrichtungstips gibt es hier: X-Carve (2021 Upgrade) – Setup-Checkliste für macOS (M1–M3)